

缓进给磨削之所以被称为高效精密加工的利器,主要因为其具有磨削效率高、加工精度高以及表面粗糙度低的特点。
首先,缓进给磨削的磨削效率高。由于砂轮与工件的接触弧长,金属切除率高,使得粗磨和精磨可以在一道工序中完成,生产效率比普通磨削高出3~5倍12。这意味着在相同的时间内,缓进给磨削可以完成更多的工作量,从而提高了整体的生产效率。
其次,缓进给磨削的加工精度高。由于进给速度低,磨屑厚度薄,单颗磨粒所承受的磨削力小,这使得磨粒不易磨损和破碎脱落,从而保持了砂轮的廓形稳定性。此外,接触弧长还可以使磨削振动衰减、减少颤振,进一步提高了加工精度。因此,缓进给磨削能够加工出更高质量的零件,满足对精度要求极高的工件加工需求。
最后,缓进给磨削的表面粗糙度低。由于磨削过程中砂轮与工件之间的相对运动平稳,以及磨削力的均匀分布,使得加工后的工件表面粗糙度Ra可以达到0.2~0.4μm甚至更低。这种低表面粗糙度不仅提高了工件的美观度,还增强了其使用性能和寿命。
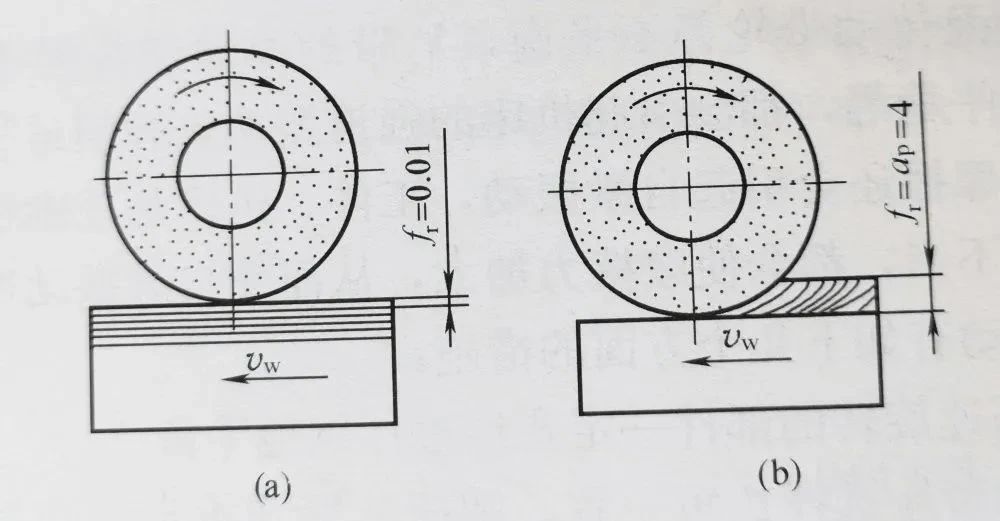
什么是缓进给磨削?缓进给磨削是一种高效的磨削方式,又称背吃刀量缓进给磨削或蠕动磨削。它采用较大的背吃刀量与较小的工作进给量,以实现稳定的加工效果。与普通磨削相比,缓进给磨削的背吃刀量可达1~30mm,约为普通磨削的100~1000倍,而工作进给速度约为(5~300)mm/min。通过一次或数次行程,即可达到理想的尺寸和形状精度。磨澳这种磨削方式适用于加工高硬度、高韧性材料,如耐热合金钢、不锈钢、高速钢等,尤其适用于形面和沟槽的加工。其加工精度可达2~5μm,表面粗糙度可达Ra(0.63~0.16)μm,加工效率较普通磨削更优,因此在精密制造行业得到广泛应用。缓进给磨削的主要特点:1.高效去除金属,提高加工效率缓进给磨削采用较大的背吃刀量,使砂轮与工件的接触弧长增加,从而提高金属去除率。同时,由于背吃刀量大,工件往复形成的次数减少,减少了换向时间及空磨时间,充分发挥机床和砂轮的潜力,使生产过程更加高效。
2.砂轮磨损小,使用寿命更长由于进给速度较低、磨削厚度较薄,单颗磨粒承受的磨削力较小,使得磨粒的脱落和破碎减少。同时,工件往复行程次数减少,砂轮与工件的撞击次数降低,加上进给缓慢,减少了砂轮与工件边缘的冲击,使砂轮能在较长时间内保持稳定状态。
3.加工精度稳定,表面质量良好单颗磨粒承受的磨削力较小,因此磨削精度较高,表面粗糙度较低。此外,砂轮轮廓形状保持性好,使加工精度保持稳定。较长的接触弧长有助于衰减磨削振动,减少颤振现象,从而优化工件表面质量,减少残余应力。
4.需要较大功率的磨床由于接触面积较大,参与磨削的磨粒较多,导致总磨削力较大,因此需要配备更高功率的磨床,以满足加工需求。
5.磨削热较高,需优化冷却方式较大的接触面积会导致磨削过程中热量增加,而较长的接触弧长使切削液难以进入磨削区域,因此需要采用合理的冷却方式,以降低工件表面温度,减少热影响。
6.经济性较佳,优化生产流程缓进给磨削可直接加工精铸、精锻毛坯,不受工件表面氧化皮、铸件白口层等因素影响,减少毛坯加工余量。同时,它能够将车、刨、铣、磨等多个工序整合为一道工序,从而优化生产流程,减少工时,提高生产效率,因此在平面磨床加工领域应用较广。
7.设备投资较高缓进给磨削对机床功率和刚性的要求较高,因此设备投入相对较大,企业在引入该工艺时需综合考虑成本与效益。
总结
缓进给磨削以其高效、精密和优良的表面质量,在高硬度材料的加工领域具有广泛的应用前景。合理控制加工参数、优化冷却方式,可进一步提高加工稳定性,助力精密制造行业的发展。
综上所述,缓进给磨削凭借其高效、高精度的加工能力和低表面粗糙度的加工效果,成为了高效精密加工的利器。
